
Getting packing right takes more than stuffing rings into a box. A well-installed set runs cool, leaks just enough to lubricate the shaft, and holds up shift after shift. A rushed job scores the shaft sleeve, burns up in minutes, and leaves a mess on the floor. What follows comes out of service calls, not catalog copy.
 Before You Touch the Packing
Before You Touch the Packing
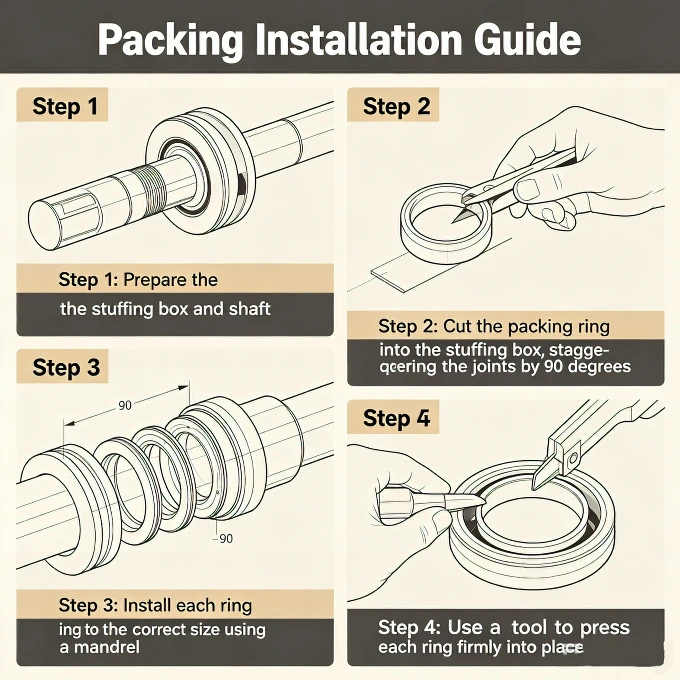
Shut down and lock out the equipment. Pull the old packing with a proper extractor—screwdrivers gouge the stuffing box bore and the shaft. Once the box is empty, clean it until there’s nothing left behind. Then run a finger over the shaft or sleeve. Any nick, groove, or pitting will tear through new packing like sandpaper. Stone down minor marks; deep wear calls for a sleeve replacement. Measure the shaft diameter and the box bore. The packing cross-section is half the difference. Don’t eyeball this.
Cutting Rings that Actually Fit
Never wrap packing around the shaft and cut it freehand. Use a mandrel with the same diameter as the shaft. Wind the packing onto the mandrel snug but not stretched. For most braided styles, a clean square butt cut works. Mark a line with a sharp pencil, then cut with a fresh razor blade in one firm stroke. A 45-degree skive joint is an alternative some shops prefer for high-pressure gas—it overlaps slightly and seals when compressed. Either way, the ring must close exactly on the shaft with no gap and no buckling. Test-fit every ring dry. Store the rings in the order you’ll install them.
Centrifugal Pump Stuffing Boxes
Start with the deep end. Push the first ring to the bottom of the box, then seat it with a split bushing and light taps from a mallet. No bushing? Use the gland follower and a length of pipe that clears the shaft, but go easy—the goal is to bed the ring square, not drive it into oblivion.
Stagger the joints. If ring one has its cut at 12 o’clock, ring two goes at 3 o’clock, ring three at 6, and so on. Each ring must be seated individually. Packing material compresses a lot under load, so skipping the seating step leaves the bottom ring floating while the top rings carry everything.
If the box has a lantern ring for a flush or cooling line, slide it in at the right depth and then continue loading rings above it. Misaligned lantern rings block the port and starve the seal of fluid.
Bring the gland down finger-tight against the last ring. Then back it off slightly. Start the pump with the gland loose enough that leakage runs freely for the first 10 or 15 minutes. Never run a freshly packed pump dry or tight. The packing needs that initial flush to bed in and dissipate heat. Tighten the gland nuts one flat at a time, in even half-turns, until the leakage settles into a thin, steady dribble—roughly 30 to 60 drops per minute for most rotary equipment. Give it another 20 minutes and check again. Gradual is everything.
Valve Stem Packing
Valve stems move axially, not rotationally, but the same principles apply. Remove the old rings entirely. Corroded packing bits stuck to the stem must come off with a soft brass brush, not a steel one. Examine the stem surface. Pitting here will leak no matter what you put in.
Cut each ring to the stem diameter on a clean mandrel. Install rings one at a time, again staggering cuts by 90 degrees. For high-pressure valves, especially in steam or hot oil service, the set often includes a harder bottom ring (carbon or anti-extrusion PTFE) to prevent extrusion into the clearance, followed by the main sealing rings, and then another hard top ring that doubles as a wiper. Follow the manufacturer’s stacking order exactly.
Pull the gland down evenly. Cycle the valve open and closed several times while the line is still cold and unpressurized. This beds the packing into the stem and neck. Then, with the stem stationary, tighten the gland nuts another quarter turn. Pressurize slowly and check for leakage. Repeat the cycling under pressure if possible. The goal is a stem that moves with steady friction and zero visible leakage at the gland. If the handwheel torque jumps, you’ve gone too tight—back off and work the valve again.
Reciprocating Pumps and High-Pressure Mixers
Reciprocating rods see rapid cycling and high breakout forces. Clearances tend to be tighter, and any misstep shows up fast. The cut quality matters even more here—ragged edges on a ring lip will catch on the rod and tear. Use the skive joint for these applications if the packing instructions allow. The overlap helps prevent a direct leak path.
Stack anti-extrusion rings at the bottom and top of the set. The intermediate rings should slide in one by one with joints staggered. After seating each ring, give the rod a slow manual stroke (if possible) to make sure nothing binds. When tightening the gland, bring it up just enough to hold the rings against the rod without squeezing them solid. Run the unit at low speed and low pressure for a break-in period, then tighten incrementally. A common error here is cranking the gland down hard before starting—the rod grooves from friction before it ever sees process fluid.
Packing Material at a Glance
Picking the right material prevents most installation headaches before they start.
-
PTFE packing — stands up to nearly all chemicals across the full pH range, handles temperatures up to 260°C, and runs with low friction. Standard choice for corrosive services, food-grade lines, and where shaft wear is a concern. Not ideal where heat dissipation is critical because it lacks thermal conductivity.
-
Flexible graphite packing — rated for high temperatures (up to 450°C in steam, higher in non-oxidizing atmospheres) and high pressures. Excellent heat transfer. Used extensively in power plant valves and boiler feed pumps. Avoid in the presence of strong oxidizing agents—nitric acid and graphite don’t mix.
-
Aramid fiber packing (Kevlar) — tough, abrasion-resistant, often impregnated with PTFE and graphite. Good for slurries, pulp stock, and wastewater where particles chew up softer materials. Can score shaft sleeves if run too tight, so accurate gland adjustment counts.
-
Carbon fiber packing — high thermal conductivity, excellent chemical resistance, very strong. Frequently found in high-speed boiler feed pumps and hot water service. More expensive, but lasts longer when conditions demand it.
-
Acrylic fiber packing — general-purpose option for cool water, oils, and mild chemicals. A budget-conscious choice that works fine in plenty of non-demanding applications.
-
Flax or ramie packing — traditional material for cold water at low speeds and low pressures. Still used today in some irrigation and marine tail shaft services where cost is the driver. Swells when wet, which helps seal but rules out use with solvents or oils.
No single packing type covers every situation. Match the material to the medium, temperature, shaft speed, and pressure—then install it with the same care you’d give a mechanical seal.
What Usually Goes Wrong
Wrong cross-section packing is the number one problem. Packing that’s too small leaks around the outside; packing that’s too big crushes on installation and burns up. Always measure.
Blunt blades mash the cut ends and leave fuzzy corners. Those fuzz balls compress unevenly and create leak channels. A fresh blade per job costs pennies compared to a premature seal failure.
Joints lined up in a row act like a straight leak path straight through the box. Staggering costs nothing and takes seconds.
Over-tightening the gland trying to “squeeze one more shift” out of worn packing destroys the shaft and rarely stops the leak for long. If a few small adjustments don’t settle it, the packing is finished—pull it.
Skipping the run-in procedure on pumps means the packing glazes before it ever beds in. The resulting hard, shiny contact surface won’t seal and won’t let lubricating liquid through. Heat builds, the shaft blues, and the packing turns to charcoal.
Stick to the steps, pick the right material grade, and the packing will do its job without drama. If you’re matching packing to a fluid or process you haven’t dealt with before, getting the full operating parameters—temperature, pH, pressure, shaft speed, and flushing media—onto one sheet of paper makes the selection straightforward. A quick call with those numbers ready beats a best guess.