








Product Overview
Die-formed packing rings are pre-cut, pre-compressed sealing rings engineered for fast installation and reliable, low-leakage service in pumps, valves and rotary/reciprocating equipment. Available in flexible graphite, PTFE, carbon/graphite and aramid blends, our die-formed ring sets are supplied to exact ID/OD/cross-section (CS) tolerances and sold as ready-to-install kits to reduce downtime and waste.
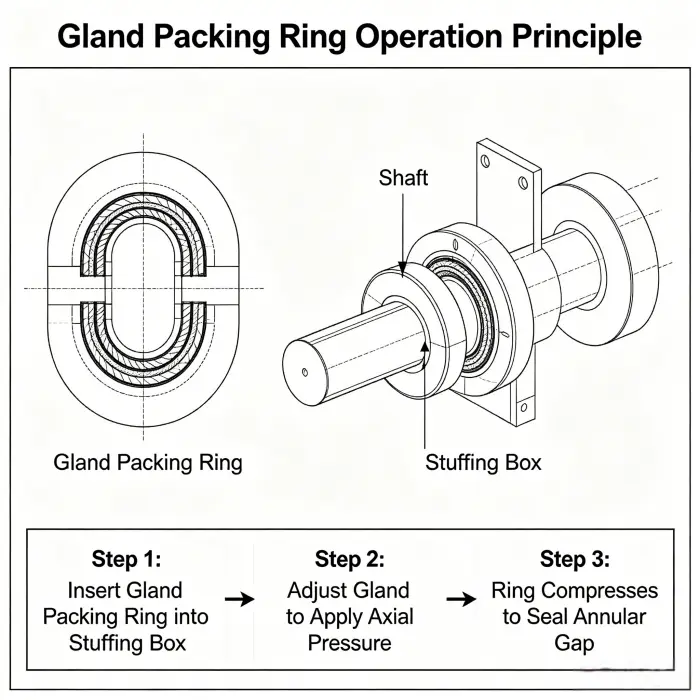
Die formed packing rings (also called pre-compressed ring sets) are manufactured by cutting and compressing braided or sheet packing into precise rings sized to the shaft/stem. Each ring is pre-densed so it distributes mechanical pressure evenly across the sleeve, which minimizes leakage paths, reduces gland loads and extends service life compared with loose (field-cut) packing. Die-formed ring sets speed installation and eliminate cut-offs/waste at the jobsite.
Why choose die-formed rings?
-
Consistent sealing performance: Pre-compression removes voids and tightens the pack fiber matrix so rings seat uniformly.
-
Faster, cleaner installation: Ring sets arrive ready to install — no cutting or matching required, reducing labor and error.
-
Reduced equipment wear: Lower gland loads reduce friction on shafts/stems, reducing sleeve/shaft damage.
Materials & Typical Properties

Below are the common die-formed materials you should offer on a B2B product page (with short buyer-focused notes):
-
Flexible graphite (expanded graphite / Grafoil)
Use for high-temperature, steam and many chemical services; excellent compressibility and recovery. Typical continuous operating range commonly quoted up to ~450–500°C in oxidizing conditions and often higher in inert atmospheres — excellent chemical resistance to most media (avoid strong oxidizers without appropriate inhibition). -
PTFE (virgin & PTFE-impregnated braid)
Low friction, excellent chemical resistance and wide pH tolerance; ideal for aggressive chemicals, food/pharma environments and where low shaft friction is required. Typical continuous service to ~260°C (500°F) depending on grade and reinforcement. -
Carbon / Carbon-Graphite blends
Good for abrasive slurries and where added mechanical strength is needed; often used as anti-extrusion or reinforcement rings. -
Aramid & high-strength synthetic blends
High tensile strength and wear resistance for high-speed shafts or abrasive conditions.
(For full technical selection, provide downloadable PDF datasheets for each material with certified test data.)
Typical operating ranges
-
Flexible graphite: approx. -200°C to +450°C (dependent on grade and atmosphere).
-
PTFE variants: approx. -200°C to +260°C (dependent on reinforcement).
Note: exact allowable pressure, temperature and chemical compatibility depend on material grade and packing construction — link to downloadable compatibility matrix.
Standard sizes & specifications
Common cross-section (CS) thicknesses (inch → mm):
(precision conversions shown)
-
1/8″ = 0.125 in → 3.175 mm
-
3/16″ = 0.1875 in → 4.762 mm
-
1/4″ = 0.25 in → 6.350 mm
-
5/16″ = 0.3125 in → 7.938 mm
-
3/8″ = 0.375 in → 9.525 mm
-
1/2″ = 0.5 in → 12.700 mm
(you can list additional sizes; use imperial and metric side-by-side for global buyers)
Sample ring sets (industry examples with metric conversions):
-
8.500″ ID × 10.500″ OD × 1.000″ CS → 215.9 mm × 266.7 mm × 25.4 mm.
-
2.375″ ID × 3.000″ OD × 0.313″ CS → 60.325 mm × 76.200 mm × 7.95 mm.
-
4.000″ ID × 4.500″ OD × 0.250″ CS → 101.600 mm × 114.300 mm × 6.35 mm.
-
6.000″ ID × 6.500″ OD × 0.250″ CS → 152.400 mm × 165.100 mm × 6.35 mm.
-
0.750″ ID × 1.250″ OD × 0.125″ CS → 19.05 mm × 31.75 mm × 3.175 mm.
-
12.000″ ID × 13.000″ OD × 0.375″ CS → 304.8 mm × 330.2 mm × 9.525 mm.
Tolerances & concentricity (recommended):
-
ID/OD tolerance: typical ±0.005″–±0.020″ (dependent on size & material).
-
CS tolerance: ±0.005″ typical for precision die-formed rings.
(Offer “tight tolerance” grade as an upsell.)
MOQ, Lead time & Packaging (B2B)
-
MOQ: Many vendors accept single set orders for common sizes; bulk pricing at higher qty.
-
Industry sample lead times: standard sizes / stock sets are often shipped in 1–2 weeks; custom die-forms or special materials commonly have ~2–4 week production lead time. (Industry vendors list ~2 weeks for custom production as a common example.)
-
Packaging: ring sets packaged by set (e.g., 3- or 4-ring sets) in labelled boxes with material and part number; include installation leaflet and datasheet.
How to order
-
Measure shaft/stem (ID) and bore (OD) and confirm CS required. Use our sizing form or upload a drawing.
-
Select material (our datasheet + compatibility matrix helps).
-
Choose quantity and tolerance class (standard or precision).
-
Request a quote — receive formal RFQ within one business day for standard sizes.
(Provide downloadable order form and cross-reference tool on the page.)
Installation & maintenance
-
Rings should be installed in matched sets (do not mix materials unless specified).
-
Install from the lowest ring up; stagger joints if using multiple rings.
-
Start with gland lightly set and follow manufacturer break-in run recommendations (small controlled flush recommended for PTFE).
-
Repack at first sign of excess leakage or wear; supply replacement kits with part numbers for recurring orders.
Advantages
-
Ready-to-install ring sets — lower labor cost & downtime.
-
Pre-compressed uniform packing for reliable low leakage.
-
Reduced shaft wear due to lower gland loads.
-
Wide material range: graphite, PTFE, carbon, aramid — one supplier for multiple service types.
Product comparison
| Feature | Die-formed rings | Field-cut braided packing |
|---|---|---|
| Installation time | Short — ready sets | Longer — manual cutting & fitting |
| Waste | Low (pre-cut) | High (cut-offs) |
| Seal consistency | High (pre-compressed) | Variable |
| Recommended for | OEM repacks, shutdown kits | Emergency field repairs |
FAQ (concise, buyer-focused)
Q: What is the main advantage of die-formed rings vs braided packing?
A: Pre-compression and factory sizing mean more consistent sealing, faster installation and reduced waste — ideal for scheduled repacks and OEM kits.
Q: Can I use graphite rings in steam service?
A: Yes — flexible graphite is commonly used for steam applications; select grade per temperature and oxidizing conditions. Provide your operating temp & pressure for exact grade recommendation.
Q: How do I specify my order (what dimensions are needed)?
A: Provide shaft/stem diameter (ID), bore OD and required cross-section thickness (CS). Upload a drawing or send the OEM part number for a fast cross-reference.
Q: Typical lead time?
A: Standard stock sizes: often 1–2 weeks; custom die-forms or large quantities: commonly 2–4 weeks (industry examples cite ~2 weeks production for many vendors).
Q: Do you supply installation instructions / sample kits?
A: Yes — include an installation leaflet and can provide a sample/installation kit for qualified buyers; ask via Request a Quote.